Инверторный сварочный полуавтомат MASTER MULTIMIG-160 – универсальный многоцелевой аппарат 3 в 1, основная функция – полуавтоматическая сварка углеродистой стали, нержавеющей стали и стальных сплавов плавящимся электродом сплошной стальной проволокой в среде защитного газа. Дополнительно может использоваться для сварки черных и цветных металлов (за исключением алюминия и алюминиевых сплавов) неплавящимся электродом в среде инертного газа. Кроме того имеет функцию ручной дуговой сварки штучным покрытым электродом углеродистой стали, нержавеющей стали и стальных сплавов с использованием постоянного тока. Аппарат изготовлен на основе IGBT-компонентов, что обеспечивает меньший нагрев силового блока и, как следствие, снижение размеров и веса (по сравнению с MOSFET-аппаратами) за счет уменьшения размеров радиаторов. Инверторный сварочный полуавтомат имеет привлекательный внешний дизайн, небольшие габариты и вес, ремень для переноски на плече, откидную прозрачную защитную крышечку на панели управления.
Сварочный полуавтомат MASTER MULTIMIG-160 имеет следующие регулировки сварочного процесса:
-
Ток сварки. В режиме MIG: Регулировка скорости подачи проволоки (тока сварки). В режиме TIG/MMA: Регулировка сварочного тока.;
-
Напряжение. В режиме MIG: Регулировка напряжения на сварочной дуге. В режиме TIG: Регулировка времени спада сварочного тока в режиме 4Т. В режиме ММА: Регулировка форсажа дуги.
-
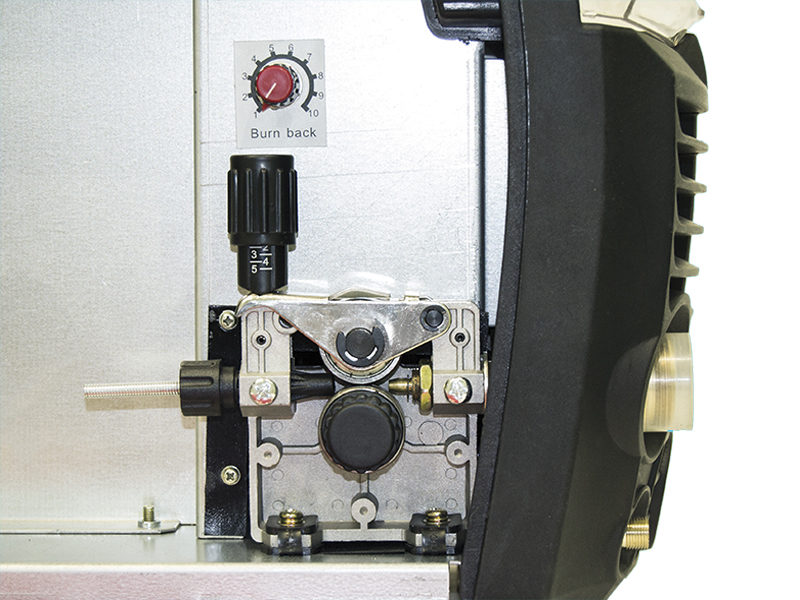
Регулятор выходной индуктивности (только для режима MIG). Данный регулятор определяет скорость нарастания тока короткого замыкания в сварочной цепи. На практике этот параметр позволяет подстраивать индуктивные характеристики выходной цепи аппарата под различные значения сварочного тока, тем самым улучшая качество сварки и снижая интенсивность разбрызгивания металла. Положение регулятора подбирается сварщиком, исходя из практического опыта.
Магазин svarkasvarka.ru рекомендует данную модель сварочного полуавтомата для легкой промышленности и автосервисов. Аппарат обладает достаточной мощностью и универсальностью.
Дополнительные функции сварочного инвертора
-
2Т/4Т (в режимах MIG и TIG). 2Т – двухтактный режим: при нажатии на кнопку горелки начинается сварка, при отпускании кнопки сварка прекращается. 4Т – четырехтактный режим: В режиме MIG: При нажатии кнопки горелки начинается процесс сварки и продолжается после отпускания кнопки. При повторном нажатии и отпускании кнопки горелки сварка прекращается. В режиме TIG: 1 такт: при нажатии кнопки горелки начинается сварка. 2 такт: при отпускании кнопки горелки сварка продолжается в том же режиме. 3 такт: при повторном нажатии кнопки горелки аппарат переходит в режим заварки кратера – сварочный ток плавно снижается от установленного значения до минимального в течение времени, установленного рукояткой. 4 такт: при отпускании кнопки горелки сварочный цикл прекращается.;
-
Регулировка выходной индуктивности (в режиме MIG). При низком значении индуктивности снижается глубина провара металла и ширина сварочной ванны, при этом увеличивается высота наплавляемого валика металла. Такой режим обычно используется при сварке тонколистового металла и при сварке корневого шва при многопроходной сварке, т. к. снижает риск прожога металла. При высоком значении индуктивности увеличивается глубина и ширина провара. Такой режим используется при сварке толстого металла и при выполнении наплавочных швов при многопроходной сварке, т. к. увеличивает прочность сварочного шва;
-
ARC LIFT. При работе аппаратом с контактным поджигом для зажигания дуги необходимо коснуться вольфрамовым электродом свариваемой детали, затем плавно отвести электрод на расстояние 3...5 мм от свариваемого металла. При контакте электрода с металлом в момент поджига дуги расплавленный металл налипает на кончик электрода, чем вызывает его окисление и снижает ресурс. Чтобы этого избежать, в момент касания электродом металла функция «ARC LIFT» снижает выходной ток до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения.
-
ARC FORCE. Форсаж дуги – быстрое кратковременное увеличение сварочного тока в момент отрыва капли металла от электрода, что ускоряет отрыв капли и позволяет избежать перемыкания дугового промежутка и обрыва дуги. Иногда имеется возможность плавной регулировки степени увеличения тока или полного отключения данной функции.
Поможем подобрать и купить сварочный аппарат или другое оборудование –
получите подробную консультацию по телефону +7 (953) 645-04-84