Сварочный инвертор MASTER TIG-200Р AC/DC предназначен для аргонодуговой сварки нержавеющей, легированной, углеродистой стали, цветных металлов, меди, титана и их сплавов в режиме постоянного тока, а в режиме переменного тока - для сварки алюминия и его сплавов. Аппарат, кроме того, может использоваться для ручной дуговой сварки штучным покрытым электродом (режим ММА) углеродистой стали, нержавеющей стали и стальных сплавов с использованием постоянного тока прямой и обратной полярности. Благодаря использованию высокочастотной технологии сварочный аппарат данной серии имеет ряд преимуществ: он меньше объемом, легче, обладает большим коэффициентом преобразования энергии, он экономичен.
Данная модель с индексом Р, что означает наличие импульсного режима. Импульсный режим облегчает ведение сварки в различных пространственных положениях, сварку деталей малой толщины и снижает требования к квалификации сварщика, например, при сварке вертикальных и потолочных швов. Управление тепловой мощностью дуги позволяет в широких пределах регулировать глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций в любом пространственном положении. Швы получаются с плавными очертаниями и мелкой чешуйчатостью, соответствующей выбранному режиму пульсации дуги.
Сварочный инвертор MASTER TIG-200P AC/DC имеет следующие регулировки сварочного процесса:
-
Стабилизация дуги. Данная функция позволяет менять наклон внешней характеристики источника сварочной дуги. На практике это устанавливает зависимость тока сварки от длины сварочной дуги. При крайнем левом положении регулятора устанавливается крутопадающая внешняя характеристика, то есть ток сварки стабилизируется на заданном уровне независимо от длины дуги. При крайнем правом положении устанавливается пологая внешняя характеристика, то есть при растяжении сварочной дуги ток сварки уменьшается, а при приближении электрода к свариваемой детали – увеличивается. Положение регулятора выбирается сварщиком исходя из практического опыта;
-
Предварительная продувка. Для производства качественной сварки необходимо предварительно создать атмосферу защитного газа в области горения сварочной дуги, поэтому при нажатии кнопки горелки, сначала открывается газовый клапан, затем, через время, заданное данным регулятором, включается источник сварочной дуги;
-
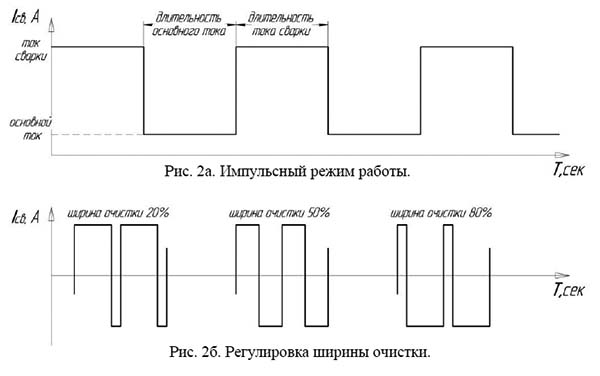
Ширина очистки (баланс). Данный регулятор используется только при работе в режиме АС (сварка переменным током) и устанавливает соотношение между длительностью тока прямой полярности и длительностью тока обратной полярности (Рис. ниже). Увеличение ширины очистки (длительности обратного тока) ускоряет разрушение поверхностной окисной пленки, что позволяет более уверенно производить сварку алюминия и его сплавов, но при этом возрастает расход вольфрамового электрода. Положение регулятора выбирается сварщиком исходя из практического опыта;
-
Ток сварки. Регулировка тока сварочной дуги;
-
Спад тока сварки. При завершении сварочного шва после отключения сварочной дуги возможно образование в конце шва бурта (бугорка). Чтобы этого избежать, при отпускании кнопки горелки сварочный ток в течение времени, заданного данным регулятором, плавно снижается от установленного значения до минимального и затем отключается;
-
Продувка. При завершении сварки после отключения источника сварочной дуги необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной кристаллизации расплавленного металла, чтобы предотвратить его окисление. Данный регулятор устанавливает задержку отключения газового клапана после отключения источника сварочной дуги;
-
Основной ток. Данный регулятор используется только при работе в импульсном режиме и позволяет регулировать величину базового (основного) тока импульса;
-
Частота импульсов. Данный регулятор используется только при работе в импульсном режиме и устанавливает частоту импульсов сварочного тока от 0,5 до 300 Гц;
-
Режим импульса. Данный регулятор используется только при работе в импульсном режиме и позволяет, при неизменной частоте импульсов, изменять соотношение между длительностью тока сварки и длительностью основного тока;
-
Ширина очистки (баланс). Данный регулятор используется только при работе в режиме АС (сварка переменным током) и устанавливает соотношение между длительностью тока прямой полярности и длительностью тока обратной полярности (Рис.2б). Увеличение ширины очистки (длительности обратного тока) ускоряет разрушение поверхностной окисной пленки, что позволяет более уверенно производить сварку алюминия и его сплавов, но при этом возрастает расход вольфрамового электрода. Положение регулятора выбирается сварщиком исходя из практического опыта.
Магазин svarkasvarka.ru рекомендует данную модель сварочного инвертора для аргонодуговой сварки в промышленном режиме.
Дополнительные функции сварочного инвертора
-
Режимы 2Т/4Т. [2Т] – двухтактный режим: при нажатии на кнопку горелки начинается сварка, при отпускании кнопки сварка прекращается. [4Т] – четырехтактный режим: 1 такт: при нажатии кнопки горелки начинается сварка. 2 такт: при отпускании кнопки горелки сварка продолжается в том же режиме. 3 такт: при повторном нажатии кнопки горелки аппарат переходит в режим заварки кратера – сварочный ток плавно снижается от установленного значения до минимального в течение времени, установленного рукояткой. 4 такт: при отпускании кнопки горелки сварочный цикл прекращается.
-
Удаленное управление. Возможность подключения педали для управлением тока сварки.
Поможем подобрать и купить сварочный аппарат или другое оборудование –
получите подробную консультацию по телефону +7 (953) 645-04-84