




Регулировка тока сварки. Основной обязательной функцией любого аппарата для аргонодуговой сварки является регулировка сварочного тока. Ток сварки выбирается сварщиком в зависимости от толщины свариваемого металла:
| Толщина металла, мм | 2 | 4 | 6 | 8 | 10 | 12 |
| Диаметр электрода, мм | 1.6 | 2.0 | 2.4 | 3.0 | 3.2 | 3.6 |
| Сила сварочного тока, А | 50 - 80 | 130 - 160 | 200 - 250 | 250 - 300 | 300 - 350 | 400 и более |
Данные в таблице являются ориентировочными, ток сварки подбирается сварщиком в соответствии с реальными условиями и исходя из личного опыта.
Подъем дуги (ARC LIFT). При работе аппаратом с контактным поджигом для зажигания дуги необходимо коснуться вольфрамовым электродом свариваемой детали, затем плавно отвести электрод на расстояние 3...5 мм от свариваемого металла. При контакте электрода с металлом в момент поджига дуги расплавленный металл налипает на кончик электрода, чем вызывает его окисление и снижает ресурс.
Чтобы этого избежать, в момент касания электродом металла функция «ARC LIFT» снижает выходной ток до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения.
Осциллятор. Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига дуги. Для этой цели аппараты оборудуются высоковольтным осциллятором. Для того чтобы начать сварку, необходимо поднести электрод на расстояние 3…4 мм к свариваемой детали и нажать кнопку горелки. Осциллятор подает на электрод короткие слаботочные импульсы высокого напряжения, которые вызывают пробой воздушного промежутка и зажигают сварочную дугу.
Предварительная продувка. Для того чтобы исключить окисление поверхности металла при начале сварки, необходимо предварительно создать атмосферу защитного газа в области горения сварочной дуги, поэтому при нажатии кнопки горелки, сначала открывается газовый клапан, затем, через некоторое время, включается источник сварочной дуги. Время предварительной продувки регулируется в диапазоне 0…3 с и устанавливается сварщиком, исходя из практического опыта.
Продувка после сварки. После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной кристаллизации расплавленного металла, чтобы не допустить его окисления. Время продувки после завершения сварки регулируется в диапазоне 0…10 с и устанавливается сварщиком, исходя из практического опыта.
4-тактный режим. Обычный, 2-тактный, режим работы аналогичен сварочному полуавтомату:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки горелки сварка прекращается
4-тактный режим имеет некоторые отличия:
- 1-й такт: при нажатии кнопки горелки начинается сварка на пониженном «стартовом» токе, что позволяет аккуратно подготовить сварочную ванну. Стартовый ток регулируется отдельной рукояткой.
- 2-й такт: при отпускании кнопки аппарат переключается в основной режим, и сварка продолжается на установленном «основном» токе.
- 3-й такт: при повторном нажатии кнопки горелки сварочный аппарат переходит в режим «заварки кратера». В этом режиме устанавливается пониженный «ток заварки кратера» что позволяет качественно завершить сварочный шов.
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
В некоторых аппаратах режим стартового тока и заварки кратера отсутствуют, и используется упрощенный 4-тактный режим:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки сварка продолжается в том же режиме
- 3-й такт: при повторном нажатии кнопки сварка продолжается в том же режиме
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
Спад тока сварки. Для того чтобы качественно завершить сварочный шов может применяться еще одна функция – спад тока сварки.
В этом случае при завершении сварки после отпускания кнопки горелки сварочный ток плавно снижается от установленного значения до минимального, после чего сварка прекращается. Время, в течение которого происходит снижение тока сварки регулируется в диапазоне 0…10 с.
Режим пульсации. При включении режима пульсации сварочного тока меняется характер сварочной дуги: конус дуги становится более узким, ширина сварочной ванны уменьшается. Это дает более концентрированный нагрев металла и, соответственно, более глубокое проплавление, меньшее тепловложение, снижение деформаций металла. Частота пульсации может регулироваться в диапазоне 100…300 Гц.
Импульсный режим. Применение пульсации низкой частоты – от 0,5 до 100 Гц – очень мало влияет на характер дуги, но такой режим, называемый импульсным, очень удобно использовать при сварке тонколистовых металлов, а также для сварки труб, когда отсутствует доступ к обратной стороне шва. Применение импульсов частотой до 50 Гц позволяет более точно контролировать степень проплавления металла для выполнения качественной сварки.
Аппарат может иметь функцию регулировки параметров импульсного режима:
- частота импульсов – как правило, в диапазоне 0,5…50 Гц;
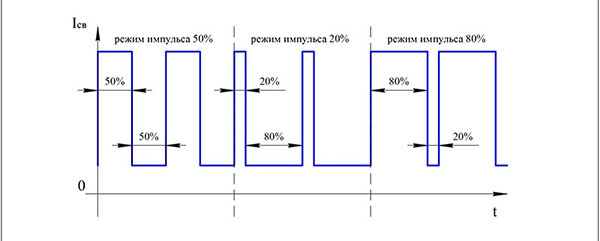
- скважность импульса – в диапазоне 20…80%. В аппаратах эта функция чаще всего называется "Режим импульса"
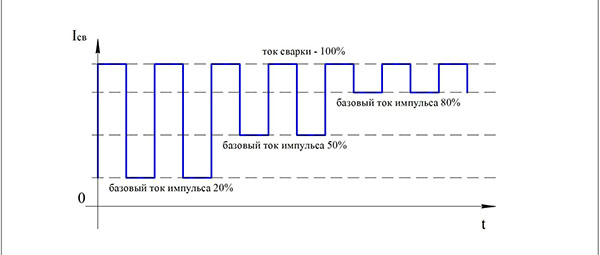
- амплитуда импульса. Обычно пиковое значение импульса определяется рукояткой «Ток сварки», а ток во время паузы между импульсами регулируется в диапазоне 20…80% от тока сварки. Рукоятка регулировки тока паузы может называться "Основной ток" или "Базовый ток".
Прибор контроля сварочного тока. Так же, как и в аппаратах для ручной сварки, аппараты TIG могут иметь прибор контроля сварочного тока – амперметр, для соблюдения технологических требований при сварке ответственных конструкций.
Ширина очистки (баланс). Регулировка баланса используется при сварке алюминия на переменном токе.
Следует иметь в виду, что переменный ток на выходе у сварочных инверторов имеет не синусоидальную, а прямоугольную форму полуволны.
При сварке алюминия во время протекания положительной полуволны тока происходит нагрев и плавление металла, при этом сохраняется окисная пленка на поверхности, препятствующая свариванию. При протекании отрицательной полуволны происходит интенсивное разрушение окисной пленки, (т. н. «процесс катодного распыления»), но при этом происходит повышенный нагрев вольфрамового электрода и возможно его оплавление.
Рукоятка "Баланс" (на некоторых аппаратах может называться "Ширина очистки") устанавливает соотношение между длительностью положительной и отрицательной полуволн. При этом увеличение значения баланса расширяет зону очистки металла от окисной пленки, но при этом увеличивается расход электрода. Уменьшение значения баланса соответственно снижает расход электрода, но при этом сужает зону очистки.
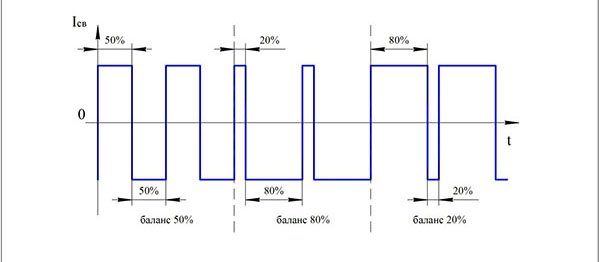
Баланс регулируется в диапазоне 20…80%, в большинстве случаев оптимальное значение – 50%
Мы предлагаем Вам широкий выбор аппаратов для арогоно-дуговой сварки TIG, оснащенные вышеописанными функциями. Посмотреть аппараты, Вы можете по этой ссылке--->
Подъем дуги (ARC LIFT). При работе аппаратом с контактным поджигом для зажигания дуги необходимо коснуться вольфрамовым электродом свариваемой детали, затем плавно отвести электрод на расстояние 3...5 мм от свариваемого металла. При контакте электрода с металлом в момент поджига дуги расплавленный металл налипает на кончик электрода, чем вызывает его окисление и снижает ресурс.
Чтобы этого избежать, в момент касания электродом металла функция «ARC LIFT» снижает выходной ток до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения.
Осциллятор. Чтобы полностью исключить контакт электрода с металлом, используется функция бесконтактного поджига дуги. Для этой цели аппараты оборудуются высоковольтным осциллятором. Для того чтобы начать сварку, необходимо поднести электрод на расстояние 3…4 мм к свариваемой детали и нажать кнопку горелки. Осциллятор подает на электрод короткие слаботочные импульсы высокого напряжения, которые вызывают пробой воздушного промежутка и зажигают сварочную дугу.
Предварительная продувка. Для того чтобы исключить окисление поверхности металла при начале сварки, необходимо предварительно создать атмосферу защитного газа в области горения сварочной дуги, поэтому при нажатии кнопки горелки, сначала открывается газовый клапан, затем, через некоторое время, включается источник сварочной дуги. Время предварительной продувки регулируется в диапазоне 0…3 с и устанавливается сварщиком, исходя из практического опыта.
Продувка после сварки. После завершения сварки необходимо поддерживать атмосферу защитного газа вокруг сварочной ванны до полной кристаллизации расплавленного металла, чтобы не допустить его окисления. Время продувки после завершения сварки регулируется в диапазоне 0…10 с и устанавливается сварщиком, исходя из практического опыта.
4-тактный режим. Обычный, 2-тактный, режим работы аналогичен сварочному полуавтомату:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки горелки сварка прекращается
4-тактный режим имеет некоторые отличия:
- 1-й такт: при нажатии кнопки горелки начинается сварка на пониженном «стартовом» токе, что позволяет аккуратно подготовить сварочную ванну. Стартовый ток регулируется отдельной рукояткой.
- 2-й такт: при отпускании кнопки аппарат переключается в основной режим, и сварка продолжается на установленном «основном» токе.
- 3-й такт: при повторном нажатии кнопки горелки сварочный аппарат переходит в режим «заварки кратера». В этом режиме устанавливается пониженный «ток заварки кратера» что позволяет качественно завершить сварочный шов.
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
В некоторых аппаратах режим стартового тока и заварки кратера отсутствуют, и используется упрощенный 4-тактный режим:
- 1-й такт: при нажатии кнопки горелки начинается сварка
- 2-й такт: при отпускании кнопки сварка продолжается в том же режиме
- 3-й такт: при повторном нажатии кнопки сварка продолжается в том же режиме
- 4-й такт: при отпускании кнопки горелки сварка прекращается.
Спад тока сварки. Для того чтобы качественно завершить сварочный шов может применяться еще одна функция – спад тока сварки.
В этом случае при завершении сварки после отпускания кнопки горелки сварочный ток плавно снижается от установленного значения до минимального, после чего сварка прекращается. Время, в течение которого происходит снижение тока сварки регулируется в диапазоне 0…10 с.
Режим пульсации. При включении режима пульсации сварочного тока меняется характер сварочной дуги: конус дуги становится более узким, ширина сварочной ванны уменьшается. Это дает более концентрированный нагрев металла и, соответственно, более глубокое проплавление, меньшее тепловложение, снижение деформаций металла. Частота пульсации может регулироваться в диапазоне 100…300 Гц.
Импульсный режим. Применение пульсации низкой частоты – от 0,5 до 100 Гц – очень мало влияет на характер дуги, но такой режим, называемый импульсным, очень удобно использовать при сварке тонколистовых металлов, а также для сварки труб, когда отсутствует доступ к обратной стороне шва. Применение импульсов частотой до 50 Гц позволяет более точно контролировать степень проплавления металла для выполнения качественной сварки.
Аппарат может иметь функцию регулировки параметров импульсного режима:
- частота импульсов – как правило, в диапазоне 0,5…50 Гц;
- скважность импульса – в диапазоне 20…80%. В аппаратах эта функция чаще всего называется "Режим импульса"
- амплитуда импульса. Обычно пиковое значение импульса определяется рукояткой «Ток сварки», а ток во время паузы между импульсами регулируется в диапазоне 20…80% от тока сварки. Рукоятка регулировки тока паузы может называться "Основной ток" или "Базовый ток".
Прибор контроля сварочного тока. Так же, как и в аппаратах для ручной сварки, аппараты TIG могут иметь прибор контроля сварочного тока – амперметр, для соблюдения технологических требований при сварке ответственных конструкций.
Ширина очистки (баланс). Регулировка баланса используется при сварке алюминия на переменном токе.
Следует иметь в виду, что переменный ток на выходе у сварочных инверторов имеет не синусоидальную, а прямоугольную форму полуволны.
При сварке алюминия во время протекания положительной полуволны тока происходит нагрев и плавление металла, при этом сохраняется окисная пленка на поверхности, препятствующая свариванию. При протекании отрицательной полуволны происходит интенсивное разрушение окисной пленки, (т. н. «процесс катодного распыления»), но при этом происходит повышенный нагрев вольфрамового электрода и возможно его оплавление.
Рукоятка "Баланс" (на некоторых аппаратах может называться "Ширина очистки") устанавливает соотношение между длительностью положительной и отрицательной полуволн. При этом увеличение значения баланса расширяет зону очистки металла от окисной пленки, но при этом увеличивается расход электрода. Уменьшение значения баланса соответственно снижает расход электрода, но при этом сужает зону очистки.
Баланс регулируется в диапазоне 20…80%, в большинстве случаев оптимальное значение – 50%
Мы предлагаем Вам широкий выбор аппаратов для арогоно-дуговой сварки TIG, оснащенные вышеописанными функциями. Посмотреть аппараты, Вы можете по этой ссылке--->