Инверторный сварочный полуавтомат MASTER MIG-200NY (K) – универсальный сварочный инвертор, основная функция которого – полуавтоматическая сварка углеродистой стали, нержавеющей и легированной стали плавящимся электродом сплошной стальной проволокой в среде защитного газа. Кроме того имеет функцию смены выходной полярности для сварки порошковой самозащитной проволокой без газа. Дополнительно может использоваться для сварки черных и цветных металлов (за исключением алюминия и алюминиевых сплавов) неплавящимся электродом в среде инертного газа (горелка TIG в комплект поставки не входит), а также для ручной дуговой сварки штучным покрытым электродом углеродистой стали, нержавеющей и легированной стали с использованием постоянного тока. Аппарат изготовлен на основе IGBT-компонентов, что обеспечивает меньший нагрев силового блока и, как следствие, снижение размеров и веса (по сравнению с MOSFET-аппаратами) за счет уменьшения размеров радиаторов. Инверторный сварочный полуавтомат имеет привлекательный внешний дизайн, оснащен цифровыми индикаторами сварочного тока и напряжения..

Сварочный полуавтомат MASTER MIG-200NY (K) имеет следующие регулировки сварочного процесса:
-
1. Сетевой индикатор.;
-
2. Индикатор срабатывания термозащиты. При срабатывании термозащиты (включении индикатора) прекратите работу, но не выключайте сварочный аппарат. Через некоторое время, когда индикатор погаснет можно продолжить сварочные работы;
-
3. Индикатор сварочного тока. Индикатор показывает текущее (реальное) значение сварочного тока;
-
4. Индикатор напряжения Индикатор показывает текущее (реальное) значение сварочного напряжения;
-
5. Кнопка выбора режима сварки: MIG / MMA / TIG. Последовательно нажимая на кнопку, выберите необходимый режим сварки;
-
6. Кнопка выбора режима управления: 2Т / 4Т. Последовательно нажимая на кнопку, выберите необходимый режим управления: [2Т] – двухтактный режим: при нажатии на кнопку горелки начинается сварка (параметры сварки регулируются рукоятками 10 и 11), при отпускании кнопки сварка прекращается. В двухтактном режиме рукоятки 12 и 13 не функциональны. [4Т] – четырехтактный режим: 1 такт: при нажатии кнопки горелки начинается сварка 2 такт: при отпускании кнопки горелки сварка продолжается в том же режиме. 3 такт: при повторном нажатии кнопки горелки сварка продолжается в том же режиме 4 такт: при отпускании кнопки горелки сварочный цикл прекращается.;
-
7. Многофункциональный регулятор. В режиме MIG: регулировка скорости подачи проволоки. В режиме ММА и TIG: регулировка сварочного тока.;
-
8. Многофункциональный регулятор. В режиме MIG: регулировка сварочного напряжения. В режиме ММА: регулировка форсажа дуги. В режиме TIG: регулировка времени спада сварочного тока;
-
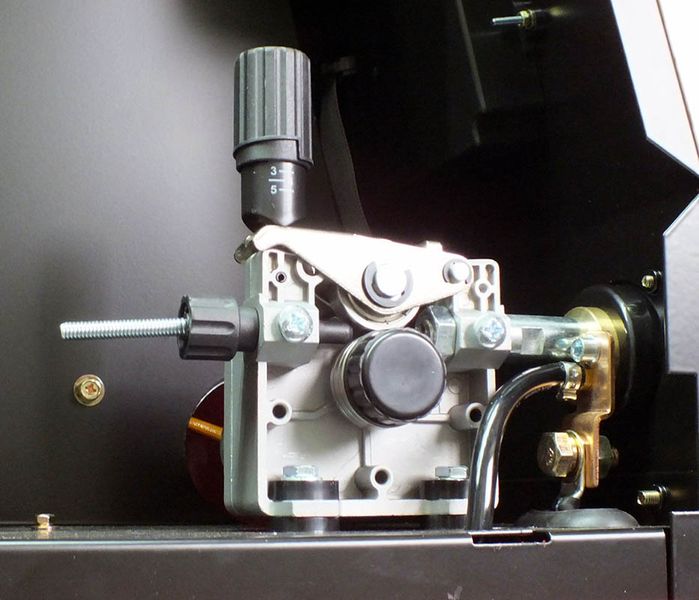
9. Регулятор индуктивности сварочной цепи (в режиме MIG). Регулировка индуктивности сварочной цепи влияет на характер сварочного шва при прочих равных условиях сварки: - при низком значении индуктивности снижается глубина провара металла и ширина сварочной ванны, при этом увеличивается высота наплавляемого валика металла. Такой режим обычно используется при сварке тонколистового металла и при сварке корневого шва при многопроходной сварке, т. к. снижает риск прожога металла, - при высоком значении индуктивности увеличивается глубина и ширина провара. Такой режим используется при сварке толстого металла и при выполнении наплавочных швов при многопроходной сварке, т. к. увеличивает прочность сварочного шва.;
Магазин svarkasvarka.ru рекомендует данную модель сварочного полуавтомата для легкой промышленности и автосервисов. Аппарат обладает достаточной мощностью и универсальностью.
С помощью сварочного полуавтомата MASTER MIG-200NY (K) можно сваривать следующие виды металлов:
-
углеродистая сталь;
-
нержавеющая сталь;
-
стальные сплавы.
Особенности сварочного полуавтомата MASTER MIG-200NY (K):
-
силовой блок IGBT;
-
розетка для подогревателя газа;
-
высокое ПВ (60%);
-
режим ММА и TIG;
-
легкий вес и хорошая комплектация.
Дополнительные функции сварочного инвертора
-
Функция ARC LIFT. В режиме TIG при контакте электрода с металлом функция «ARC LIFT» снижает ток на выходе аппарата до минимального значения, а после отведения электрода от металла и зажигания дуги ток плавно увеличивается до установленного значения. Такой процесс обеспечивает минимальное влияние режима контактного зажигания дуги на вольфрамовый электрод и позволяет увеличить срок его службы;
-
Функция ARC FORCE. Форсаж дуги в режиме ММА – быстрое кратковременное увеличение сварочного тока в момент отрыва капли металла от электрода, что ускоряет отрыв капли и позволяет избежать перемыкания дугового промежутка и обрыва дуги. Функция особенно актуальна при сварке на малых токах;
-
Функция спада сварочного тока. Данная функция применяется для более качественного завершения шва в режиме TIG. В этом случае при завершении сварки после отпускания кнопки горелки сварочный ток плавно снижается от установленного значения до минимального, после чего сварка прекращается. Время, в течение которого происходит снижение тока сварки регулируется в диапазоне 0…10 с.
Поможем подобрать и купить сварочный аппарат или другое оборудование –
получите подробную консультацию по телефону +7 (953) 645-04-84